For 20 years, Ruby Copper Tube products have been trusted in both domestic and international markets for their outstanding quality, stable production process, and ability to meet global standards. As a leading Vietnamese Copper Tube manufacturer, Ruby Copper applies a strict tube quality inspection process directly at the factory to ensure every product delivers durability, purity, and reliability for refrigeration and air conditioning systems.
Through continuous investment in advanced testing equipment and modern manufacturing technology, Ruby Copper Vietnam has built a strong reputation among engineers, contractors, and distributors worldwide.
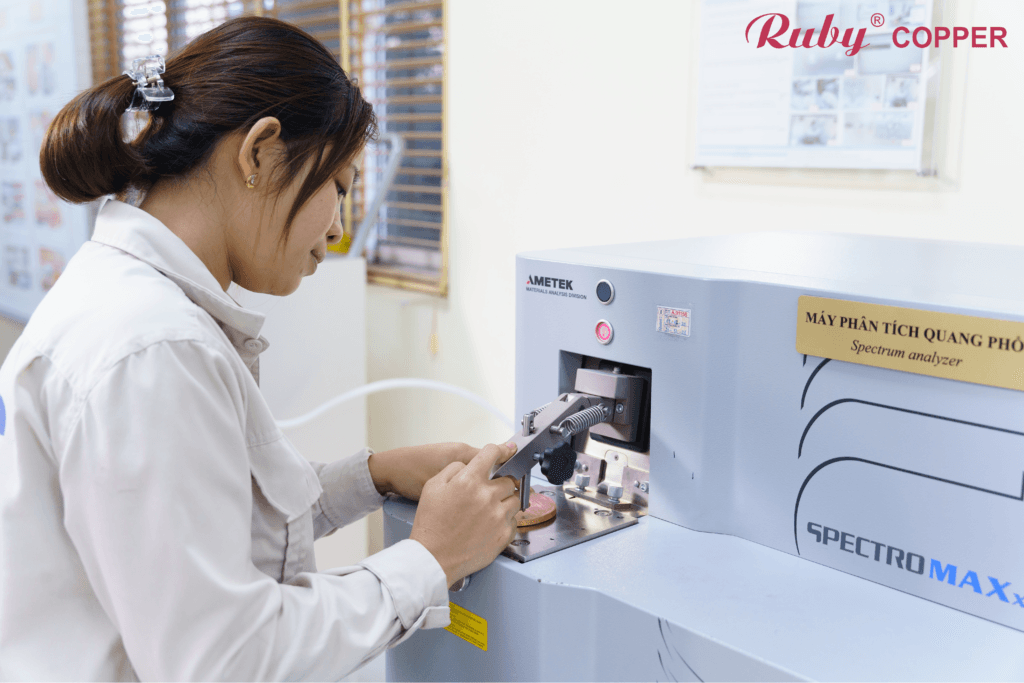
1. Tube Quality Inspection Process for Chemical Composition
The production process of Ruby Copper Tube begins with raw material inspection. Pure copper materials are analyzed using advanced spectrometers to accurately identify chemical elements and detect impurities.

This stage of the tube quality inspection process ensures the copper purity level complies with international technical standards required in different export markets. Even a small amount of contamination can affect thermal conductivity, mechanical strength, and processing capability. By maintaining strict control from the beginning, Ruby Copper Vietnam guarantees stable quality throughout the entire manufacturing process.
2. Tube Quality Inspection Process for Defect Detection
After the rolling and tube drawing stages, each Ruby Copper Tube product undergoes automatic defect detection. Specialized inspection systems identify micro-level defects such as surface cracks, air holes, deformation, or internal structural inconsistencies.
These defects are often invisible to the naked eye but can significantly impact system safety and long-term durability. Continuous inspection throughout the tube quality inspection process allows defective products to be removed immediately, ensuring only high-quality Vietnamese Copper Tube products move to the next stage.
3. Tube Quality Inspection Process for Hardness Testing
The hardness of a copper tube directly affects bending, flaring, expansion, and pressure resistance during installation. Depending on the application, Ruby Copper Tube products are manufactured in hard, semi-hard, or soft conditions.

At the factory, hardness is measured using specialized testing equipment to ensure every tube meets exact technical specifications. This part of the tube quality inspection process helps contractors and engineers confidently install Ruby Copper Vietnam products in residential air conditioning systems as well as large-scale industrial HVAC projects.
4. Tube Quality Inspection Process for Mechanical Properties
In addition to hardness testing, Ruby Copper Tube products are evaluated for tensile strength, yield strength, and elongation using automated tensile testing machines.
Copper tubes used in refrigeration and air conditioning systems must withstand high pressure and constant temperature fluctuations. Without proper mechanical performance, tubes may deform or weaken over time. By applying precise automated testing systems, Ruby Copper Vietnam ensures every production batch delivers reliable strength and long-term operational safety throughout the entire tube quality inspection process.
5. Tube Quality Inspection Process for Grain Structure
One of the most important stages in the tube quality inspection process is grain structure inspection. This process includes sample electrolysis, grain size measurement, and microscopic analysis.
A uniform grain structure improves ductility, reduces cracking risk, and enhances processing performance. Poor grain quality may cause brittleness or reduced mechanical durability over time. This microscopic-level inspection demonstrates the strong quality commitment of Ruby Copper Vietnam in producing premium Vietnamese Copper Tube products for global markets.
6. Tube Quality Inspection Process for Tube Flaring
Tube flaring and expansion are essential processes in refrigeration system installation because they create airtight connections between components. Therefore, flaring capability is a critical quality indicator for Ruby Copper Tube products.
Samples are tested according to international standards to evaluate bending resistance, expansion capability, and connection performance. This stage of the tube quality inspection process ensures reliable installation performance in residential air conditioning systems, central cooling systems, and industrial refrigeration applications.
7. Tube Quality Inspection Process for Inner Cleanliness
The internal cleanliness of a copper tube directly affects refrigerant flow efficiency and HVAC system lifespan. Oil residue, metal dust, or impurities inside the tube may reduce system performance and increase equipment failure risks.
To maintain the highest quality standards, Ruby Copper Vietnam uses distillation analysis methods to inspect internal cleanliness levels. This final stage of the tube quality inspection process ensures every Ruby Copper Tube product remains clean, pure, and free from harmful contaminants that could affect refrigeration systems over time.
Why Ruby Copper Vietnam Focuses on Tube Quality Inspection Process
The strict tube quality inspection process is more than just quality control. It is the foundation that has helped Ruby Copper Vietnam establish long-term trust in both local and export markets.
By maintaining consistent quality in every shipment, Ruby Copper Tube products satisfy the demanding requirements of international HVAC and refrigeration industries. This commitment to quality gives Ruby Copper a sustainable competitive advantage as the global industrial materials market increasingly demands transparency, performance, and international-standard manufacturing from leading Vietnamese Copper Tube suppliers.



