With a long-term commitment to sustainable growth through technology and manufacturing innovation, Ruby Copper is recognized as one of Vietnam’s leading copper tube manufacturers. A key factor behind this achievement is its state-of-the-art multi-level bright annealing furnace, imported directly from Germany and designed to produce high-quality annealed copper tube products.
I. The Importance of Annealed Copper Tube Production
Located between the final drawing and packaging stages, bright annealing is a critical process for enhancing the quality of every annealed copper tube before it reaches the market.
This process serves several important purposes:
- Improves surface brightness and appearance
- Removes residual oil and impurities from both the inner and outer tube surfaces
- Ensures cleanliness standards, particularly for medical-grade applications
- Adjusts tube hardness according to customer and market requirements
Copper tubes are generally classified into four conditions, listed from hardest to softest:
- Hard copper tube
- Half-hard copper tube
- Bright annealed copper tube
- Soft annealed copper tube
Different applications require different tube conditions.

For example:
- Soft annealed copper tube products are highly flexible and easy to bend, making them ideal for air conditioning installations and refrigeration piping.
- Hard copper tubes are better suited for applications that require structural stability and mechanical processing using specialized equipment.
Because Ruby Copper serves customers across various industries—including manufacturers, contractors, distributors, and HVAC installers—the company must be able to produce annealed copper tube products with different mechanical properties.
In addition, Ruby Copper exports copper tubes to more than 20 countries worldwide, each with its own technical standards and market requirements. Therefore, bright annealing is essential for producing copper tubes that meet international expectations for quality and performance.
II. Introducing Ruby Copper’s Advanced Annealed Copper Tube Furnace System
The German-engineered multi-level bright annealing furnace is one of the most advanced technologies within Ruby Copper’s manufacturing facility. This system is specifically designed to produce premium-quality annealed copper tube products.

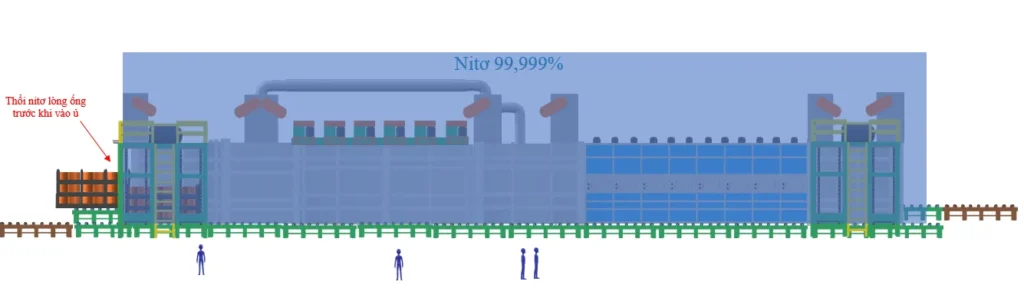
The furnace consists of six major sections:
1. Loading Station: At this stage, forklifts are used to position copper tube coils into the system for processing.
2. Vacuum Chamber: Oxygen is removed from the chamber and replaced with 99.99% nitrogen gas, creating an ideal environment for annealed copper tube production.
3. Heating Chamber: Equipped with electric heating elements and heat-distribution fans, this chamber maintains temperatures ranging from 380°C to 600°C, depending on product specifications.
4. Cooling Chamber: The copper tubes are cooled using a combination of water cooling and ventilation systems.
5. Secondary Vacuum Chamber: A second vacuum stage removes residual oxygen and replenishes nitrogen gas to maintain optimal annealing conditions.
6. Unloading Station:
Finished annealed copper tube products are automatically discharged and prepared for packaging.
III. Advantages of Ruby Copper’s Bright Annealing Technology
Compared with traditional annealing tunnels, Ruby Copper’s modern furnace system offers several significant advantages.
Highly Automated Operation
The entire process is automated from start to finish. Operators only need to monitor production through a centralized control panel, while the system automatically manages each stage of annealed copper tube processing.
Fully Enclosed Environment
The furnace operates as a closed system, minimizing external influences.
Continuous injection of 99.99% nitrogen gas throughout the process helps maintain ideal atmospheric conditions for manufacturing high-quality annealed copper tube products.
Consistent Product Quality
The controlled atmosphere prevents oxidation and surface contamination, resulting in cleaner and brighter tubes with uniform mechanical properties.
IV. Production Capacity of Ruby Copper’s Annealed Copper Tube System
The advanced bright annealing furnace has significantly improved both productivity and output at Ruby Copper.
Key production figures include:
- Maximum processing capacity: 7.2 tons per hour
- Daily output: 150–170 tons
- Monthly output: 4,500–5,100 tons
- Annual design capacity: more than 50,000 tons
These capabilities allow Ruby Copper to efficiently meet growing global demand for annealed copper tube products while maintaining strict quality standards.
V. Ruby Copper’s Commitment to Excellence
In a typical copper tube manufacturing process, bright annealing may appear to be only a finishing step. However, at Ruby Copper, every stage of production is considered an opportunity to improve efficiency and quality.
This philosophy drives continuous investment in advanced machinery, automation systems, and manufacturing technologies.
With its world-class bright annealing furnace, Ruby Copper continues to strengthen its position as a leading producer of annealed copper tube products and move closer to achieving its full production potential in the years ahead.
By combining modern equipment, advanced process control, and international manufacturing standards, Ruby Copper ensures that every annealed copper tube delivered to customers meets the highest expectations for quality, cleanliness, appearance, and performance.



